產品展示(485)
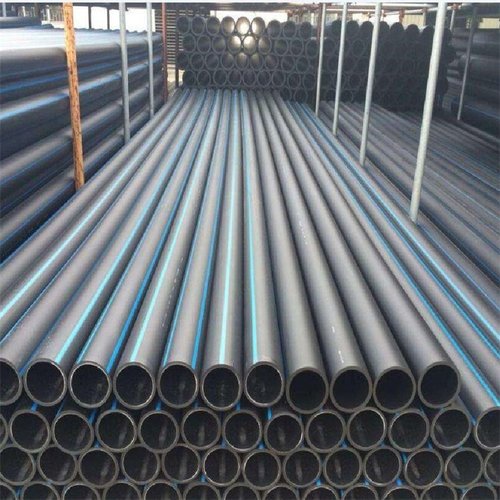
- 南寧PE100給水管 (177)
- 南寧PVC-U給水管 (7)
- 南寧PP-R給水管 (13)
- 南寧PVC-C電力電纜套管 (9)
- 南寧MPP非開挖頂管 (8)
- 南寧PE雙壁波紋管 (22)
- 南寧PE塑鋼纏繞管 (16)
- 南寧PE中空壁纏繞管 (4)
- 南寧PE鋼帶增強波紋管 (12)
- 南寧PE鋼絲網骨架復合管 (10)
- 南寧七孔梅花管 (8)
- 南寧格柵管 (4)
- 其他組 (195)
 |
廣西國塑管業集團有限公司 |
發布日期:2021年2月26日
廣西PE管廠家今天給大家淺談下PE管材焊接時的註意事項與鞏固知識,在焊接過程中,操作人員一般應參照焊接工藝卡各項參數進行操作。但必要時,應根據天氣、環境溫度等變化對其作適當調整。
1、核對焊接的管材規格、壓力等級是否正確,檢查其表面是否有磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應予以局部切除後方可使用。
2、用幹凈的布清除兩管端的油汙或異物。
3、銑削時應當註意,直到兩端均有連續的切屑出現後,撤掉壓力,讓銑刀空轉一段時間,再退開活動架,關掉銑刀電源。切屑厚度應為0.5~1.0mm。
4、銑削後需要再次檢查兩端對齊情況。管材兩端的錯位量不應超過壁厚的10%,通過調整管材直線度和松緊 卡瓦可予以改善;管材兩端面間的間隙也不應超過壁厚的10%, 否則應再次銑削,直到滿足上述要求。
5、將加熱板表面的灰塵和殘留物清除幹凈(應特別註意不能劃傷加熱板表面的不粘層),檢查加熱板溫度是否達到設定值。
管材鞏固:
1、應特別註意管溝兩側挖出之土方,防止石塊墜入管溝沖擊管材;另施工完一段後應即刻回填,回填土質應為良質土(或填沙),不得有堅硬物(凍土)與管材接觸,管材兩側及上方填良質土厚度為20~30cm以上。
2、管線中φ110mm以上的管件(彎頭、三通、法蘭末端)及分歧連接處必須做混凝土鞏固,防止接頭部位受水流沖擊損壞,以保證管線日後正常使用。
廣西國塑管業集團有限公司是一家專業從事制造銷售市政工程管道,水利工程管道,房建工程管道,農用灌溉管道.已有十五年經驗,公司生產設備齊全,技術檢測手段完善。生產經營豐富,在嚴格產品質量,提升企業品牌的思想指導下,大力拓展生產品種,專業生產各種塑膠管道等。長期以來,由產品頒證單位監督抽樣檢驗均合格。產品質量保證,價格合理,服務到位,受到了廣大用戶的贊譽。
